
Suv chiqarish pressi gidravlik tizimdan foydalanib, yog 'silindrini boshqaradi va plastinka qolipining boshini (suv xaltasi) bosadi, bu esa press savatidagi zig'ir matosidagi suvni tezda bosadi va chiqarib yuboradi. Bu jarayonda, agar gidravlik tizim piston tayoqchasining yuqoriga va pastga harakatlanish holatini, tezlikni va bosimni noto'g'ri boshqarsa, bu zig'ir matosiga osongina zarar yetkazadi.
Boshqaruv tizimi va gidravlik tizim
Yaxshisini tanlash uchunsuv chiqarish pressi, odamlar avvalo boshqaruv tizimi va gidravlik tizimga qarashlari kerak. Chunki Xitoydagi kir yuvish fabrikalari kiruvchi materiallar bilan qayta ishlanadi. Har bir mijozning eski va yangi zig'ir matolari, materiali va qalinligi bir xil emas, shuning uchun har bir zig'ir matosini presslash jarayoniga bo'lgan talab bir xil emas.
❑ Boshqaruv tizimi
Suv chiqarish pressida turli xil zig'ir materiallari va xizmat ko'rsatish yillariga asoslangan maxsus dasturlar bo'lishi muhimdir. Shuningdek, presslash paytida zig'irga turli xil bosim o'rnatish suvsizlanish samaradorligini oshirishi va zig'irga yetkazilgan zararni kamaytirishi mumkin.
❑ Shlangi tizim
Shlangi tizimning barqarorligi ham juda muhimdir. Bu uning asosiy qismidirsuv chiqarish pressiBu pressning barqaror yoki yo'qligini ko'rsatishi mumkin. Press silindrining harakati, har bir press harakati, asosiy silindrning reaksiya tezligi va bosimni boshqarishning aniqligi gidravlik tizim tomonidan belgilanadi.

Agar boshqaruv tizimi yoki gidravlik tizim beqaror bo'lsa, foydalanishdagi nosozlik darajasi yuqori bo'ladi. Tizim bosimining o'zgarishi ham nazorat qilib bo'lmaydi va choyshabga zarar etkazishi mumkin.
Zig'ir kekining shakli
Yaxshi suv chiqarish pressini tanlash uchun biz zig'ir kekining shakliga qarashimiz kerak.
Agar pressdan keyin chiqadigan zig'ir keki notekis va kuchli bo'lmasa, shikastlanish katta bo'lishi kerak. Mato qavariq bo'lgan joyga ta'sir qiluvchi kuch katta, botiq bo'lgan joyga ta'sir qiluvchi kuch esa kichik. Natijada, zig'ir mato osongina yirtilishi mumkin.
Bosish savati va suv xaltasi orasidagi bo'shliq
Bunday sharoitlarda zig'ir matolarining shikastlanish ehtimoli nisbatan katta bo'ladi:
● Press savati va suv xaltasi orasidagi bo'shliqning dizayni asossizdir.
● Yog 'silindri va press savati har xil.
● Press savati deformatsiyalangan.
● Suv xaltasi va press savati suv xaltasi va press savatining o'rtasida tiqilib qoladi.
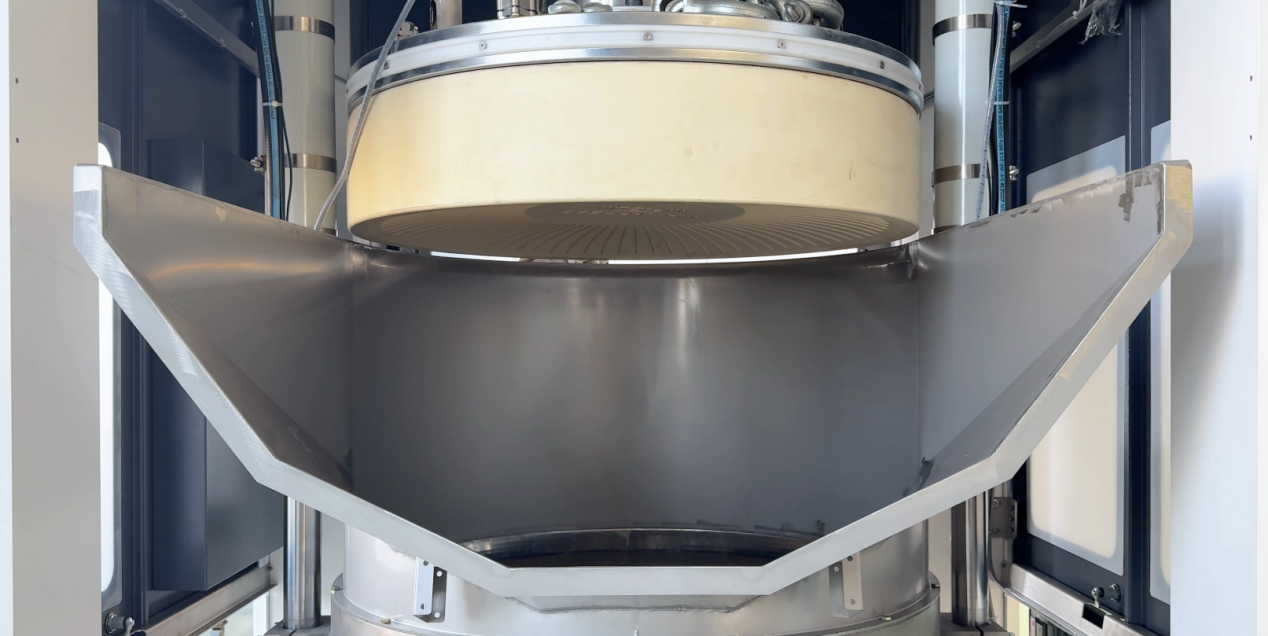
● Press suvsizlanganda, suv xaltasi yuqori bosim ostida pastga siljiydi.
❑ CLMSuv chiqarish pressi ramka tuzilishini qabul qiladi. Butun press CNC uskunalari tomonidan qayta ishlanadi. Umumiy xato 0,3 mm dan kam. Rama aniqligi yuqori va silindr bosimi barqaror. Press savati tayyor mahsulotga aylantirilgandan so'ng, qalinligi 26 mm zanglamaydigan po'latdan yasalgan materialdan tayyorlanadi va suv xaltasi va press savati o'rtasida bo'shliq bo'lmasligini ta'minlash uchun yuqori haroratli issiqlik bilan ishlov berilgandan keyin hech qachon deformatsiyalanmaydi. Bu suv xaltasi va press savati o'rtasida tiqilib qolgan zig'ir matolarining yo'q qilinishini maksimal darajada oshiradi, natijada zig'ir matosi shikastlanadi.
Savatni bosish jarayoni
Agar presslash savatining ichki devori yetarlicha silliq bo'lmasa, u choyshabga ham zarar yetkazadi. CLM presslash savatining ichki devori mayda silliqlashdan va keyin oyna bilan silliqlashdan so'ng sayqallanadi. Silliq ichki devor choyshabning pastga oqishiga qarshilikni kamaytiradi, matoni maksimal darajada himoya qiladi va shikastlanishni kamaytiradi.
Nashr vaqti: 2024-yil 11-noyabr